天津萨博科技发展有限公司
电话:+86-022-87895756
手机:13820270926
地址:天津市滨海新区大港安港三路130号
邮箱:TJLHJ@QQ.COM
Q Q:490161451
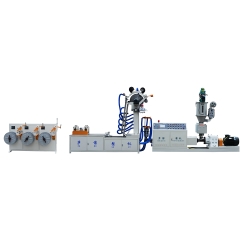
吸料——在螺杆中熔融塑化——机头口模挤出——定型——冷却——牵引——收卷
由挤出机、机头和口模、辅机等组成。
生产薄膜的方法主要有: 挤出吹塑、压延、T型机头挤出法、双向拉伸法及流延法,其中挤出吹塑用的最多且产量最大。
生产塑料单丝、撕裂膜、打包带的共同特点是采用热拉伸的方法,通过分子取向,提高制品的强度。
生产单丝的主要原料有聚氯乙烯、聚乙烯、聚丙烯、聚酰胺等。单丝主要用途是作织物和绳索,如窗纱、滤布、绳索、渔网、缆绳、刷子等。塑料单丝可以大量代替棉、麻、棕、钢材而广泛用于水产、造船、化学、医疗、农业、民用等各部门。
撕裂膜是挤出薄膜经热拉伸后的窄带,根据宽度和厚度的不同可制造编织袋和绳。厚度0.04~0.07毫米,宽1.5~1.7毫米的窄带主要用作编织带,制绳的窄带称扁丝。
打包带是较厚的拉伸带,可代替纸带、钢带、草绳等作打包用。打包带宽10.16毫米,厚0.3~0.8毫米。
塑料板材是指厚度在2mm以上的软质平面材料和厚度在0.5mm以上的硬质平面材料,塑料片材是指厚度在0.25~2 mm之间的软质平面材料和厚度在0.5mm以下的硬成平面材料。
(本文由网络资料整理而成)